Produits en graphite pour la transformation des métaux non ferreux






















v\:* {
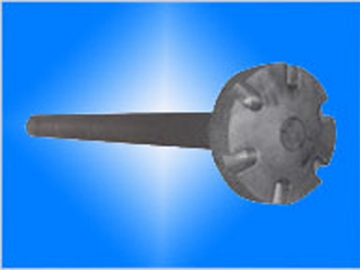
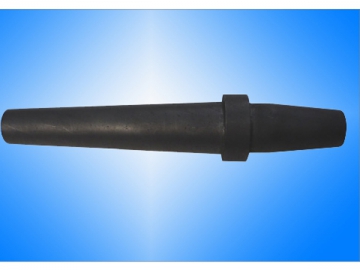
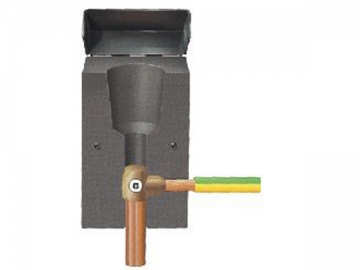
1. Agitateur en graphite, Rotor et roue pour le dégazage del’industrie de l’aluminium
Lerotor en graphite fonctionne en continu à une vitesse comprise entre 200tours/minet 400 tours/min à la température de 750 ℃
Principe de fonctionnement du rotor en graphite
Le rotor est composé de graphite, d’un arbre et d’une buse. Entraîné par lesystème d'entraînement, le rotor en graphite est mis en mouvement. Le gazd'argon ou de l'azote gazeux soufflé dans la masse fondue d'aluminium estdispersé pour former de nombreuses petites bulles par le rotor en graphitetournant à une vitesse élevée. Ces bulles sont dispersées dans le métal fondu.Le rotor en mouvement a également un effet bénéfique sur l'hydrogène présent àl'intérieur de l'aluminium fondu dans lamesure où il permet de le diffuser d’assurer le contact avec des bulles. Lesbulles d'absorber l'hydrogène et d'inclusions de laitier d'oxydation par ladifférence de pression partielle de gaz et la surface d'adsorption principe.L'hydrogène et les inclusions sont ensuite amenées sur la surface en fusion grâceaux bulles qui montent alors en traversant la masse fondue est purifiée.
Causes principales des dommagesoccasionnés au rotor
Oxydation à haute température
Erosion de l’aluminium liquide
Immergé dansl'aluminium liquide de la cuve de dégazage, le rotor en graphite tournehabituellement à la vitesse de 200tours/min à 400tours/min et agite fortementl'aluminium liquide. L'aluminium liquide a pour incidence une forte friction surle rotor. La partie de tige du rotor en contact avec le métal liquide s’érodeprogressivement jusqu’à la rupture.
Effet du système d’actionnement
Si le système d'entraînement de l'unité de dégazage estinstable, notamment lorsque sa liaison avec le rotor n'est pas concentrique, lerotor va osciller en cours de fonctionnement. Cela occasionne le frottemententre le rotor et le bouchon d'étanchéité, ce quia pour conséquence d’endommagerle rotor. En outre, le balancement du rotor va exacerber la culbute du niveaude liquide, aggravant ainsi l'oxydation et l'érosion du rotor, ce qui permettrad'accélérer l'usure du rotor. .
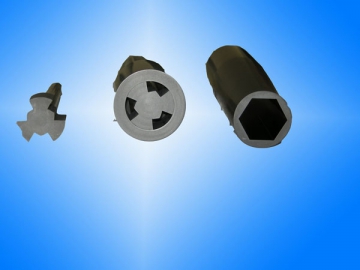
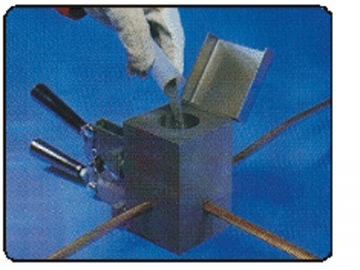
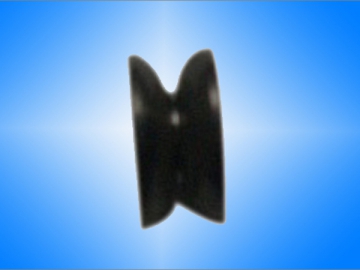
2. Cristallisoiren graphite pour coulée continue
Lacoulée en continu du métal liquide via l’une des extrémités du dispositif decristallisation et de creuser le matériau formé à partir de l'autre extrémitéest appelé procédé de coulée continue. Il est adapté à la production du fer, del'acier, du cuivre, de l'aluminium, du manganèse, 'autres produits nécessitant desmoulages et une longueur importante. Tant l'efficacité de la production quel'utilisation de métal sont optimisés. Lorsqu'ce procédé est utilisé encombinaison avec un laminoir pour former une ligne de production, beaucoupd'énergie peut être économisée. L'idée de la coulée continue a été proposée parle Colombien-H. Bessemer en 1857. Limité par les conditions techniques del'époque, ce procédé n'a pas pu à l’époque être expérimenté de façon pratique.Jusque dans les années 1930, cette méthode a été utilisée avec succès pour lacoulée du cuivre et d'alliages d'aluminium. Dans les années 1950, la couléecontinue a été encouragée dans de nombreux pays à travers le monde.
Le cristallisoir est la clé de l’équipement de coulée continue.
À l'heure actuelle, le cristallisoir pour la fonte des métaux non ferreuxadopte généralement des matériaux graphite qui ont une bonne conductivitéthermique et une certaine force. Le matériau formé est carré, rectangulaire, rond,en forme de plaque, de tube de forme customisée.
Le graphitecristallisé produit par notre compagnie est utilisable au cours de la couléecontinue de différents métaux non ferreux. Il offre une très grande précision, d'excellentesperformances et une durée de vie optimale. Par rapport aux produits similairesproposés par d'autres entreprises, notre produit offre une meilleurerentabilité. Il reçoit un accueil favorable auprès des utilisateurs depuis sonlancement.
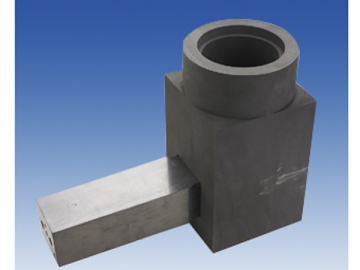
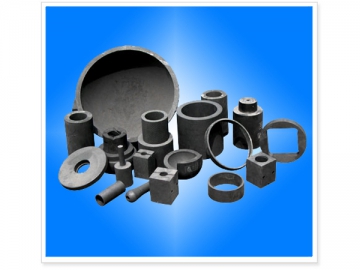
3. Creuseten graphite et tour de formage pour métaux en fusion
Nous proposons le moule en graphite, le creuset en graphite, et autresproduits. Le creuset en graphite est largement utilisé pour la fusion del'acier allié, ainsi que pour la fusion des métaux non ferreux et leursalliages métallurgiques et dans de nombreux secteurs industriels la mécanique,chimique et d'autres secteurs industriels. Nos produits ont lescaractéristiques suivantes.
1.Selon les conditions d’utilisation (changement rapide de la température) ducreuset en graphite, notre produit est spécialement conçu pour avoir une bonnestabilité thermique, ce qui permet d’assurer sa fiabilité.
| Capacité approximative (kg) | Diamètre max. | Diamètre inférieur | Hauteur | |||
| 1 | in | mm | in | mm | in | mm |
| 2.75 | 70 | 1.96 | 50 | 3.14 | 80 | |
| 2 | in | mm | in | mm | in | mm |
| 3.14 | 80 | 2.16 | 55 | 3.74 | 95 | |
| 4 | in | mm | in | mm | in | mm |
| 4.33 | 110 | 3.14 | 80 | 5.11 | 130 | |
| 6 | in | mm | in | mm | in | mm |
| 4.72 | 120 | 3.26 | 83 | 5.90 | 150 | |
| 8 | in | mm | in | mm | in | mm |
| 5.51 | 140 | 3.70 | 94 | 6.69 | 170 | |
| 10 | in | mm | in | mm | in | mm |
| 6.29 | 160 | 4.33 | 110 | 7.08 | 180 | |
| 12 | in | mm | in | mm | in | mm |
| 7.08 | 180 | 4.52 | 115 | 9.44 | 240 | |
| 16 | in | mm | in | mm | in | mm |
| 8.26 | 210 | 5.51 | 140 | 10.23 | 260 | |
| 20 | in | mm | in | mm | in | mm |
| 8.46 | 215 | 6.29 | 160 | 10.23 | 260 | |
| 60 | in | mm | in | mm | in | mm |
| 10.63 | 270 | 7.67 | 195 | 13.18 | 335 | |
| 70 | in | mm | in | mm | in | mm |
| 11.61 | 295 | 7.87 | 200 | 13.78 | 350 | |
| 80 | in | mm | in | mm | in | mm |
| 11.61 | 295 | 8.07 | 205 | 14.56 | 370 | |
| 100 | in | mm | in | mm | in | mm |
|
Produits relatifs
Commentaires
Autres Produits
Plus récents
Plus
Autres Produits
Vidéo
| ||||||




")











")










