Procédures d'inspection des arrivages de matière première pour tubes de production et tubes de cuvelage


Procédures d'inspection des arrivages de matière première pour tubes de production et tubes de cuvelage
Les procédures d'inspection des arrivages de matière première pour tubage et tube de cuvelage sont conformes à la 9ème édition de standard API Spec 5CT. Elles peuvent être appliquées aux tubes de production, tube de cuvelage ainsi qu’aux raccords vierges.
Méthode
1. Le magasinier de l’entrepôt doit inspecter les articles suivants.
1.1 Il doit vérifier les certificats de qualité.
1.1.1 Chaque lot de matière première doit être fourni avec un certificat de qualité complet lors de l’entrée en usine.
1.1.2 Le contenu des certificats de qualité doit comprendre le numéro de série du fourneau, la nuance d’acier, le numéro de contrat, la composition chimique, les données d’essai des propriétés mécaniques, les spécifications, la quantité, la dimension géométrique, les données d’essai de diamètre, les conclusions de test des tubes et quelques autres.
Exigences pour la composition chimique
Groupe | Nuance d’acier | Type | Phosphores max. | Sulfure max. |
1 | J55 | - | 0.030 | 0.030 |
K55 | - | 0.030 | 0.030 | |
N80 | 1 | 0.030 | 0.030 | |
N80 | Q | 0.030 | 0.030 |
Comparaison des propriétés mécaniques
Groupe | Nuance d’acier | Type | Taux d’allongement total sous charge % | Limite d’élasticité MPa | Résistance à la traction min, MPa | |
Min. | Max. | |||||
1 | J55 | - | 0.5 | 379 | 552 | 517 |
K55 | - | 0.5 | 379 | 552 | 655 | |
N80 | 1 | 0.5 | 552 | 758 | 689 | |
N80 | Q | 0.5 | 552 | 758 | 689 | |
Exigences pour la résistance aux chocs
Corps de tube
Tout d’abord, trois échantillons doivent être pris de la même partie d’un tube. La valeur moyenne de ces trois spécimens d’impact doit être plus grande que la valeur requise. Une seule valeur peut être inférieure à la valeur requise, mais elle ne doit pas être inférieure au 2/3 de la valeur spécifique. C’est une exigence obligatoire pour les nuances d’acier J55, K55 ou N80. L’épaisseur de paroi spécifiée max de P110 peut être trouvée dans les tableaux C19 et C20.
Raccords (taille pleine)
Depuis la même partie d’un tube, trois échantillons doivent être pris. La valeur moyenne des trois spécimens d’impact doit être plus grande que l’exigence spécifiée. Une seule valeur peut être inférieure à la valeur requise, mais elle ne doit pas être inférieure au 2/3 de la valeur spécifique. Les nuances d’acier J55 et K55 pleine taille nécessitent un Cv horizontal min de 20J et un Cv vertical min de 27J. Les nuances d’acier N80 et P110 peuvent être vue dans le tableau C16. Les coefficients décroissants de l’énergie absorbée pour les échantillons de 3/4 et 1/2 de taille sont respectivement de 0,80 et 0,55.
1.1.3 Il doit y avoir une identification claire des matières premières. Cette identification doit être en accord avec le certificat de qualité. Après les informations du certificat de qualité, d’identité des matières premières, ainsi que la vérification des spécifications et de la quantité par le magasinier, le lot peut entrer en entrepôt.
1.1.4 Lorsque les propriétés mécaniques et la composition chimique sont douteuses, un essai doit être fait en conformité à l’échantillonnage par lots.
1.2 Vérification de la quantité
Le lot de matériaux doit être pesé par le pont-bascule et vérifié en fonction des rapports de pesage dans le certificat de qualité. Il doit être en concordance avec le système de gestion des mesures de la société.
2. Après confirmation, les éléments pertinents doivent être inscrits dans le rapport d’inspection d’arrivage de matières premières. Puis, le rapport doit être envoyé à l’inspecteur de qualité en service.
3. L’inspecteur de qualité doit examiner les éléments suivants et écrire un rapport des résultats de test. Puis le rapport doit être remis au département d’inspection de la qualité.
3.1 Mesure du diamètre
Un pied à coulisse et d’autres instruments de mesure doivent être utilisés pour mesurer les tubes avec un diamètre externe pas inférieur à 10%. La tolérance est listée comme ci-dessous.
a. Les tubes avec un diamètre externe de moins de 114,3mm ont une tolérance de ±0.79mm.
b. Pour des tubes avec un diamètre externe pas inférieur à 114,3mm, la tolérance est de D-0.5 1.0.
c. La tolérance du diamètre externe des matériaux de raccords de tubage est de ±1.0%.
d. Dans les groupes 1, 2 et 3, la tolérance du diamètre externe des matériaux de tube de cuvelage est de ±1.0%, mais ne doit pas excéder ±3.18mm.
e. Dans le groupe 4, la tolérance du diamètre externe des matériaux de tube de cuvelage est de ±1.0%, mais elle est plus large que 3.18mm et plus petite que -1.59mm.
Remarques
Le 1er groupe contient des tubes de cuvelage avec des nuances d’acier telles que H, J, K et N. Les tubes de cuvelage avec nuance d’acier L sont dans le 2nd groupe, ceux avec une nuance d’acier P sont dans le 3ème groupe et le 4ème groupe contient les tubes de cuvelage avec une nuance d’acier Q.
3.2 Test d’épaisseur de paroi
Une jauge d’épaisseur à ultrasons est utilisée pour une inspection ponctuelle de pas moins de 10%. La tolérance doit être inférieure à 12,5% de l’épaisseur de paroi. S’il y a un doute, l’inspection d’épaisseur de paroi devrait être sujette au résultat de mesure de l’étrier mécanique.
3.3 Inspection d’apparence du corps de tube
L’inspection est réalisée par une observation visuelle et une jauge de profondeur. Le contenu de l’inspection contient les imperfections linéaires, les renfoncements de surface, le pelurage en surface interne et externe, les bavures et autres. Les défauts de profondeur ne doivent pas dépasser 12,5% de l’épaisseur de paroi. Durant le processus d’inspection de l’apparence, l’intensité de l’illumination ne doit pas être inférieure à 500K.
3.4 Test de rectitude
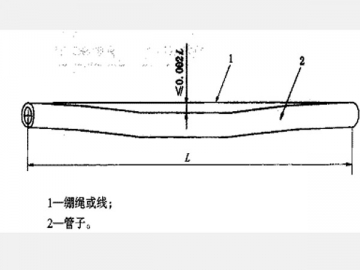
Tous les tubes et billettes de raccords doivent passer par une inspection de rectitude via une observation visuelle. Pour les tubes ou bouts courbés, l’inspection peut être réalisée via l’utilisation d’une règle ou de la méthode de la corde. Les méthodes de test et leur jugement sont listés ci-dessous.
a. Pour l’inspection de la longueur pleine, le degré de pliage du tube ne peut excéder 0,2% de la longueur totale du tube en question.
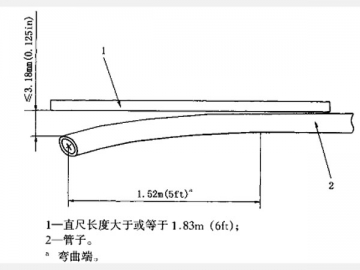
B. Pour l’inspection par bout, le degré de pliage ne doit pas excéder 3,18mm dans la gamme de longueur de 1524mm aux deux bouts du tube.
:,
1— 1-Corde et fil
2— 2-Tube
Mesure de rectitude à pleine longueur
:,
1—1.83m(6ft) 1-Une règle dont la longueur n’est pas inférieure à 1.83m (6ft)
2— 2-Tube
a Une extrémité courbée
Mesure de rectitude par bout
3.5 Test de longueur
Le test peut être réalisé par une observation visuelle pour commencer. Puis, une mesure par un mètre à ruban peut être utilisée pour tester les tubes longs ou courts. Le contrôle ponctuel ne doit pas être inférieur à 10%. Les valeurs mesurées doivent être exprimées en mètre avec une précision de un mètre pour cent. La longueur doit répondre aux exigences API 5CT comme dans le tableau. En cas d’accord technologique ou des dispositions spéciales dans le contrat, le test de longueur doit être réalisé en concordance avec l’accord ou le contrat.
4. Si quelque chose ne correspond pas aux exigences de la procédure durant l’inspection, quelques mesures doivent être prises sur la base des principes suivants et le département d’approvisionnement doit en être informé.
a. Si la composition chimique ou les propriétés mécaniques ne correspondent pas à la demande, les marchandises peuvent être directement renvoyées.
b. Si les défauts d’apparence son compris dans les limites décrites, nous pouvons accepter les produits dégradés. Si les défauts excèdent la gamme, nous renvoyons les marchandises.
c. Lorsque le diamètre, l’épaisseur de paroi ou la rectitude ne conviennent pas aux exigences, nous renvoyons également les marchandises.
d. Si la longueur ne peut être conforme aux exigences, nous pouvons faire une concession pour accepter le produit ou le renvoyer directement, en fonction de la situation actuelle.
e. Lorsque le tonnage actuel pesé n’est pas conforme au certificat de qualité, le magasinier doit contacter le fournisseur pour une confirmation.
5. Rapports relatifs
a. Rapport d’inspection d’arrivage des matières premières.
b. Notification de traitement des produits non qualifiés.
Tableau attaché pour la gamme de longueur des tubes de cuvelage API
Nom | R1 (m) | R2 (m) | R3 (m) | Remarques |
Tube de cuvelage | 4.88 ~7.62 (5.49) | 7.62 ~10.36 (8.53) | 10.36 ~14.63 (10.97) | Les nombres entre parenthèses sont les longueurs min permises. |
Tube de production ou tube de cuvelage utilisé comme tubage | 6.10 ~7.32 (8.53) | 8.53 ~9.75 (10.36) | 11.58 ~12.80 (13.72) | Les nombres entre parenthèses sont les longueurs max à délibérer. |
Section courte | Longueur : 0.61, 0.91, 1.22, 1.83, 2.44, 3.05, 3.66 | Les longueurs non listées dans ce tableau peuvent être fournies en concordance aux longueurs à délibérer. | ||




")
")





















