Ligne de production de parpaings automatique QWT21


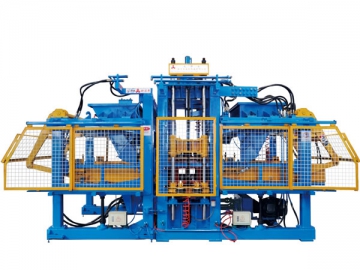







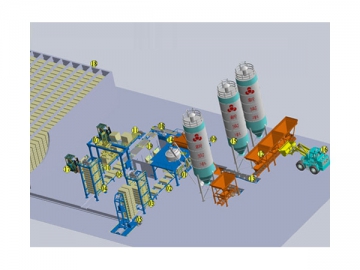

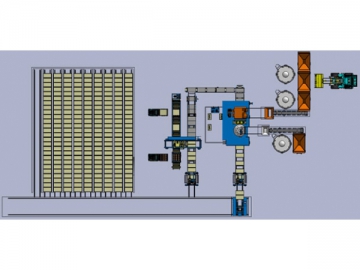






| 1. Unité de machine principale 2. Convoyeur frontal 3. Elévateur 4. Stockeur-distributeur 5. Support de four 6. Convoyeur arrière (incluant un appareil de tournage de palettes) 7. Machine de conditionnement 8. Convoyeur horizontal 9. Alimentateur de palette 1 10. Alimentateur de plateaux | 11. Convoyeur à chaînes 12. Machine de dosage 13. Convoyeur à bande 14. Malaxeur 15. Silo de ciment 16. Chargeur 17. Chariot-élévateur 18. Salle de durcissement 19. Système de contrôle |
La ligne de production de parpaings automatique QWT21 utilise une machine de production de blocs automatique SHI FENG qui est conçue basée sur les marchés internationaux et domestiques. La machine adopte un système de contrôle avancé. Ses performances et son niveau technologique sont identiques à ceux des produits concurrents internationaux. Notre machine adopte une conception modulaire. De plus, nous pouvons personnaliser la machine selon les exigences des clients.
1. Equipements de ligne de production
La ligne de production de parpaings automatique QWT21 comprend un système de dosage et de mélange, un système de formation, un système de livraison, un système d'empilage et un système de contrôle.
a. Système de dosage et de mélange
Il existe une station de dosage, un malaxeur, un système de convoyage à pesage et dosage ainsi qu'un système de convoyage de pesage à ciment.
b. Système de formation
C'est un système de formation de type fixe
c. Système de livraison
Le système comporte un convoyeur avant, un convoyeur arrière, un convoyeur horizontal, un appareil de nettoyage, un élévateur, un stockeur-distributeur, un support de four, un retourneur de palettes et un entrepôt à palettes.
d. Système d'empilage
Le système d'empilage inclut un machine de palettisation entièrement automatique, un convoyeur à chaînes, un alimentateur à plateaux et d'autres.
e. Système de contrôle
La ligne de production de parpaings automatique QWT21 dispose d'un système de contrôle de moule, d'un système de contrôle de convoyeur, d'un système de dosage et de mélange, d'un système de contrôle de support pour four et d'un système de contrôle d'empileur automatique.
2. Introduction des performances
Nous avons développé une machine de production de parpaings QT9-20 de niveau national disposant de la propriété intellectuelle indépendante. Les équipements atteignent les niveaux internationaux élevés.
a. Paramètres| Productivité | 9 pièces de bloc standard par plaque |
| Hauteur du produit | 50-200mm |
| Dimensions de palettes | 1, 350mm×750mm×30mm (Contreplaqué bambou) |
| Cycle de moulage | 20s Remarque: Le cycle de moule varie selon les différentes matières premières. |
| Puissance motrice pour la table de vibration | 18.5 kw |
| Puissance motrice pour la vibration de moule supérieur | 2×0.75kw |
| Puissance d'entraînement de station hydraulique | 22 kw |
| Capacité installée totale | 42kw |
| Dimensions hors tout | 10, 790mm ×2, 510mm×3, 370mm |
| Poids de la machine | Environ 13t |
b. Caractéristiques techniques
1. La ligne de production de parpaings automatique QWT21 est composée d'un support durable et solide d'acier rectangulaire.
2. Avec une fonction de positionnement mécanique obligatoire, la ligne de production de parpaings automatique est disponible avec un taux élevé de produits finis.
3. Le système de dosage et de mélange adopte un malaxeur planétaire vertical. Ce malaxeur permet la consistance des parpaings.
4. La machine de production de blocs comporte des composants électriques provenant de sociétés mondiales renommées. Elle fonctionne de manière stable et fiable.
5. La technologie de distribution de matériaux de transfert permet une distribution de matériaux uniforme et rapide. C'est aussi une des raisons pour laquelle la ligne de production offre une sortie élevée.
6. Le moteur à fréquence variable a considérablement augmenté l'efficience de moteur de vibration et diminuer la consommation d'énergie.
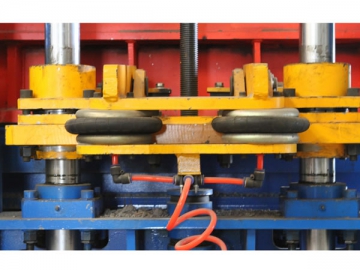
7. Avec un appareil de freinage hydraulique, le moule supérieur ne se déplace pas vers le haut lors du démoulage. Par conséquent, les produits ne s'endommagent pas.
8. Un appareil de centrage garantit une position précise de plateforme de vibration pour la palette. Il évite le dérapage de la palette.
9. Un élévateur intégré permet au produit humide de quitter la machine principale et d'entrer dans le système de livraison. Lors de la livraison, les produits humides ne s'endommagent pas du à la collision des palettes.
10. Le système hydraulique comporte des composants hydrauliques de sociétés renommées qui assurent les opérations stables des équipements.
11. La machine de palettisation automatique permet à l'encodeur de haute précision de contrôler le levage des fixations de palettisation. Il n'y a aucunes chutes de brique.
12. Le support de four sans surveillance est sûr et transporte précisément le produit de béton à la localisation spécifiée. Grâce au système d'induction de changement de proximité, il n'affecte pas la vapeur à l'intérieur de la salle de durcissement. De plus, il dispose d'installation de protection de sécurité.
13. L'élévateur à douze étages correspond avec le support de four à douze étages afin que l'espace complet de l'atelier soit utilisé. L'élévateur est stable, d'opérations fiables pour l'application d'un réducteur de marque reconnue.
14. Il est équipé avec un système de diagnostique de pannes automatique. Le procédé de production peut être contrôlé grâce au procédé de production.
15. Toute la machine est soudée avec de l'acier de construction et avec une technologie avancée internationale. La machine dispose donc d'une longue durée de service.
16. Un appareil de brochage horizontal aide à réaliser une production automatique de bloc mural. La machine de formation avancée dispose d'une gamme d'application plus large. Elle peut disposer de différents moules pour différents produits de béton.
| Nom de produit et spécifications | Quantité de production | Cycle(s) | 1 Heure | 8 Heures | 300 Jours, double période | Remarques |
| Bloc creux 390×190×190 | 9 | 15 | 2,160 pièces | 243.3 m3 | 145,000 m3 | 71 pièces/m3 |
| Unité de revêtement en béton 200×100×60 | 36 | 25 | 5,184 pièces | 829.44 m2 | 490,000 m2 | 50 pièces/m2 |
| Station de mélange | 1 opérateur |
| Ligne de production | 3 opérateurs |
| Inspection et conditionnement | 1 opérateur |
| Chargement par chariot élévateur | 2 opérateurs |
| Entretien d'équipement | 1 opérateur |
| Total | 8 opérateurs |
5. Installation
a. Alimentation électrique
Consommation électrique installée: 380V/220V
| No. | Nom d'équipement | Quantité | Puissance |
| 1 | Moteur vibrant | 1 | Y160L-2 18.5KW |
| 2 | Station de pompage | 1 | 22KW |
| 3 | Puissance de la Machine de production de parpaings QT9-20 | 1 | 1.75KW |
| 4 | Elévateur | 1 | 5.5KW |
| 5 | Stockeur-distributeur | 1 | 5.5KW |
| 6 | Convoyeur arrière | 1 | 2.05KW |
| 7 | Machine de palettisation Station de pompe | 1 | 10.8KW |
| 8 | Convoyeur horizontal | 1 | 1.5KW |
| 9 | Alimentateur à plateaux | 1 | 5.5KW |
| 10 | Convoyeur à chaînes | 1 | 11KW |
| 11 | Malaxeur JS750 | 1 | 37.5KW |
| 12 | Centrale à béton 1600Ⅲ | 1 | 7.5KW |
| 13 | Convoyeur 6m | 1 | 2.2KW |
| 14 | Silo à ciment | 1 | 3*7.5KW(22.5KW) |
| Puissance totale | 148.3KW | ||
b. Consommation d'eau
Consommation totale d'eau = teneur en ciment × taux de teneur en eau. Pour le béton sec et dur, la teneur en eau est entre 0.42 et 0.45. Pour produire 240×115×90mm briques perforées pour deux période de fonctionnement par jour pendant 300 jours, la consommation d'eau est de 4200 tonnes.
Conditions de l'eau
De l'eau potable et de l'eau naturelle claire sont adéquates. De l'eau de production ne peut contenir d'impuretés adverses, de graisses d'huile, de saccharides ou toutes autres substances qui affecteraient le durcissement normal de ciment. Par conséquent, ne pas utiliser d'eaux usées industrielles, d'eaux acides avec un PH en-dessous de 4 aussi bien que de l'eau avec une teneur en sulfate supérieure à 1%.
Suggestions
Installer un appareil de magnétisation d'eau sur le tube d'eau. L'eau magnétisée peut améliorer la résistance de compression de produit de béton d'environ 5%.
c. Vapeur
Si un étuvage est nécessaire, la vapeur de conduite sera fournie par l'usine.
| No. | Nom d'équipement | Quantité | Remarques | |
| Système de dosage et de malaxage pour matériaux de support | 1 | Silo d'agrégés 3 × 6m3 | 1 | |
| 2 | Courroie de pesage | 1 | | |
| 3 | Elévateur d'agrégé | 1 | | |
| 4 | Malaxeur (JS1000) | 1 | | |
| 5 | Appareil de pesage de ciment | 1 | | |
| 6 | Plateforme de malaxage | 1 | Produit par l'utilisateur | |
| 7 | Convoyeur à bande de déchargement | 1 | | |
| 8 | Silo de ciment (100t) | 1 | Type de montage séparé sur demande | |
| 9 | Convoyeur en spirale | 2 | En option | |
| 10 | Système d'injection d'eau et de mesure d'humidité | 1 | En option | |
| Système de dosage et de malaxage pour les matériaux de surface | 1 | Silo d'agrégés (1 × 6m3) | 1 | |
| 2 | Système de mesure | 1 | | |
| 3 | Malaxeur (Malaxeur planétaire à axe vertical JN330) | 1 | | |
| 4 | Convoyeur à bande | 1 | | |
| 5 | Système de pesage de ciment, Elévateur | 1 | | |
| 6 | Système d'injection d'eau et de mesure d'humidité | 1 | En option | |
| 7 | Silo à ciment (100t) | 1 | | |
| 8 | Convoyeur en spirale | 1 | En option | |
| 9 | Système de contrôle d'appareil électrique (Matériaux de surface) | 1 | | |
| Système de formation et de livraison | 1 | Machine de production de blocs (Incluant un système hydraulique, un set de moules) | 1 | |
| 2 | Tiroir de matériau de surface | 1 | | |
| 3 | Convoyeur avant | 1 | | |
| 4 | Appareil de nettoyage | 1 | | |
| 5 | Elévateur | 1 | | |
| 6 | Support de four contrôlé à distance (Incluant système hydraulique) | 1 | | |
| 7 | Stockeur-distributeur | 1 | | |
| 8 | Convoyeur arrière | 1 | | |
| 9 | Appareil de nettoyage de palette | 1 | | |
| 10 | Appareil de tournage de palette | 1 | | |
| 11 | Convoyeur horizontal | 1 | | |
| 12 | Entrepôt à palettes | 1 | | |
| Système d'empilage | 1 | Empileur automatique (Incluant un système hydraulique et électrique) | 1 | |
| 2 | Alimentateur à plateaux | 1 | | |
| 3 | Convoyeur à chaînes | 1 | | |
| Système de contrôle électrique | 1 | Unité de contrôle électronique pour le moulage | 1 | |
| 2 | Unité de contrôle électronique pour la livraison de produit | 1 | | |
| 3 | Unité de contrôle électronique pour l'empilage automatique | 1 | | |
| 4 | Unité de contrôle électronique pour le support de four automatique | 1 | | |
| 5 | Unité de contrôle électronique pour le dosage et le mélange | 1 | | |
| Système pneumatique | 1 | | ||
| Remarques | ||||
| 1. Equipement auxiliaire nécessaire pour la ligne de production automatique: 2000 pièces de contreplaqué de bambou, un chargeur, 3 chariots élévateurs et 500 plateaux. 2. Lors du choix de la localisation d'usine, il est important de penser à la position géographique, le climat, les alimentations en eau et en électricité et d'autres. Le choix scientifique de la localisation de l'usine peut aider à réduire l'investissement et améliorer l'efficience. 3. Cycle de planification de programme. a. Un mois pour la confirmation du projet, la signature du contrat, la conception de prospection et l'approbation de plan. b. Deux mois pour la production d'équipements et l'ingénierie civile. c. Un mois pour l'installation d'équipement et la période d'essai. | ||||
| Positionnement à quatre directions pour la distribution de matériaux | Cylindre pneumatique | Centrage de palette |
| Bloc en forme de H | Pavé autobloquant pour parterre d'arbre |
Noms relatifs
Machine de production de parpaings | Centrale de production de bloc de béton creux | Machine de blocs de ciment





























